Аркадий рассказывает историю Кирсанова-старшего в ответ на резкие высказывания...


1. Расчет длины рабочего хода L р.х, мм (при обработке нескольких деталей их комплект рассматривается как одна деталь), с учетом длин L, рассчитанных для отдельных инструментов, и последовательности их работы производится по формуле
L p.x = L p + L п + L д,
где L p - длина резания, равная длине обработки, измеренной в направлении подачи; L п - величина подвода, врезания и перебега инструмента; L д - дополнительная величина хода, вызванная в ряде случаев особенностями наладки и конфигурации деталей.
2. Назначение расчетной подачи на зуб фрезы S z , мм/зуб, производят по карте Ф-2. При этом учитывают следующие исходные данные: обрабатываемый материал и его твердость; тип и инструментальный материал фрезы; в зависимости от типа фрезы - глубина резания t, ширина фрезерования В, диаметр фрезы d и число зубьев z. Например, при обработке чугуна торцовыми и дисковыми фрезами подачу на зуб фрезы S. можно выбрать по табл. 2.8 (фрагмент карты Ф-2), а соответствующую ей подачу S0 определить по формуле
Таблица 2.8. Обработка чугуна (серого, ковкого и высокопрочного) торцовыми и дисковыми фрезами
Примечания.
3. Назначение стойкости инструмента Т р, мин, производится по карте Ф-3 в зависимости от типа фрезы и ее диаметра d, площади фрезеруемой поверхности F и коэффициента загрузки фрезы К по формуле
Т р = Т м λК,
где Т м - стойкость в минутах основного времени; λ - коэффициент времени резания; К - коэффициент, учитывающий неравномерность загрузки инструмента.
Значения входящих в формулу коэффициентов указаны в карте Ф-3.
4. Расчет скорости резания v, м/мин, частоты вращения шпинделя n, об/мин, и минутной подачи Sм, мм/мин, для различных фрез производится в четыре этапа в зависимости от обрабатываемого материала, типа и инструментального материала фрезы, диаметра фрезы d и числа зубьев z, подачи S z , глубины резания t или ширины фрезерования В, а также стойкости инструмента Т р.
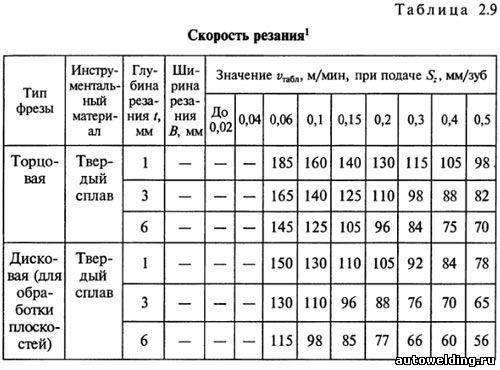
Таблица 2.9. Скорость резания
4.2. Расчет частоты вращения шпинделя n, соответствующей рекомендуемой скорости v, для каждого инструмента по формуле
n = 1000v/(πd).
4.3. Назначение частоты вращения шпинделя п по паспорту станка (не рекомендуется превышать минимальные значения, определенные на этапе 4.2, более чем на 15 %).
Скорость резания v, м/мин, определяется по формуле:
v = v табл K 1 K 2 ,
где v табл - скорость резания по таблице, м/мин; К 1 - коэффициент, зависящий от марки обрабатываемого чугуна и инструментального материала; К 2 - коэффициент, зависящий от стойкости инструмента Т p .
4.4. Расчет минутной подачи S м, мм/мин, по формуле
и уточнение ее по паспорту станка.
5. Расчет основного времени T o , мин, при обработке комплекта деталей, установленных на столе станка,
T o = L р.х /S м
где L р.х - длина рабочего хода, мм (см. этап 1); S м - минутная подача, мм/мин (см. этап 4.4).
6. Корректирование режимов резания в соответствии с данными Приложения 7 , когда время Т о, рассчитанное на этапе 5, меньше основного времени, соответствующего заданной производительности.
7. Выполнение проверочных расчетов по мощности резания N r состоит из двух этапов.
7.1. Определение значения N p , кВт, для каждой фрезы по формуле, приведенной в карте Ф-6:
где N r - мощность резания по данным графика (см. карту Ф-6), определяемая в зависимости от объема срезаемого слоя Q в единицу времени (при колеблющихся значениях мощности резания из-за переменного числа одновременно работающих зубьев значение Nr принимают равным среднему значению мощности); К - коэффициент, зависящий от обрабатываемого материала и его твердости.
Значения этого коэффициента приведены ниже.

Значение Q, см 3 /мин, определяют по формуле
Q = tBS м /1000,
где t - глубина резания, мм; В - ширина фрезерования, мм; S м - минутная подача, мм/мин.
7.2. Проверка мощности двигателя производится по данным Приложения 6 .
Контрольные вопросы
Проблема: 2-заходная фреза плавит PVC-пенопласт.
Решение: выбирают меньшее число оборотов или фрезеруют однозаходной фрезой. (Картинка)
1. Погружение:
Фреза должна иметь возможность проникать торцом в материал (буровая функция).
2. Кромка реза:
Как правило, канты прохода отличаются друг от друга. Контрсторона движения "красивее" чем сторона синхронности. Это особенно видно при использовании 1-заходной фрезы, а также при фрезеровании алюминия.
Совет;
Фрезеруйте внутренние контуры по часовой стрелке, внешние против часовой. Таким образом "плохая" сторона оказывается в стружке
3. Вывод стружки:
Стружка должна отводиться быстро, чтобы полости фрез не заполнялись, и в результате фреза не ломалась. Чем глубже и с большей скоростью происходит фрезерование, тем труднее вывод стружки.
Указания: Не фрезеруйте глубже чем на двойное или тройное количество диаметров фрезы.
Более глубокие пазы проходите в несколько проходов. При фрезеровании полистирола и др. пластиков имеет смысл применять фрезы с отполированными канавками для лучшего вывода.
4. Теплоотдача / смазывание:
Фреза не должна становиться слишком горячей: С одной стороны, инструмент со слишком высокой температурой теряет свои свойства, с другой стороны - еще более критической - пластмассовая и алюминиевая стружка может "залипать" в желобах, препятствуя выводу стружки и как следствие вести к поломке фрезы. При обработке металлов непременно нужно рекомендовать смазку. Указание: Со спиртом или специальными эмульсиями можно фрезеровать алюминий и цветные металлы, при обработке плексигласа можно использовать мыльную воду.
5. Опасность поломки:
растет линейно с возрастающей подачей и с возрастающей глубиной погружения: Двойная подача значит двойной дробный риск, двойная глубина погружения значит уже восьмикратный дробный риск.
Указания:
Лучше фрезеровать несколькими проходами менее глубоко и с более высокой скоростью подачи. Используйте фрезу по возможности с наиболее короткой длиной режущей части. Затяните её, как возможно больше. Общее правило: зажимается в патроне (цанге патрона) одна треть общей длины фрезы.
Правая нарезка выводит стружку на верх.
Фреза правой нарезки содействует выводу стружки наверх, что хорошо для непрерывного вывода, имеет однако недостаток заключающийся в том, что фреза как штопор также двигает наверх основной материал (заготовку), "мохрит" при фрезеровке древесины или "зарывается" при обработке тонкого листового материала (например жести). Фреза с левой винтовой линией напротив нажимает на материал вниз и при фрезеровке волокнистых материалов, таких как древесина или картон, Вы достигаете более гладкого верхнего края
(волокна не приподнимаются, а "вжимаются" в основной материал). Но здесь негативным фактором выступает затрудненность вывода стружки.
Указание:
В стандартных случаях используйте фрезу правой нарезки.
Фрезы левой нарезки выгодны для неглубоких проходов в тонких материалах, где опасность "зарывания" и рывка наверх заготовки правой нарезки велика. Однако, чем жестче материал Вы будете использовать, тем скорее Вы можете отказаться от фрезы левой винтовой линии.

B. Левая винтовая линия (особая форма):
Выводит стружку вниз при обработке с торца, или используется при работе в уже отфрезерованой полости. Фреза нажимает на базовый материал (противоположность "эффекту штопора").
Не приспособлено для глубокого фрезерования.

Выбор "идеального" типа фрезы всегда зависит от обрабатываемого материала:
При фрезеровке "мягких" материалов:
мягких пластмасс (ПВХ, плексиглас, пенопласты), деревянных материалов (древесина, волокнистая плита, фанера, ДСП), мягких сортов алюминия и сэндвичей (алюминий / пластмассы) в выигрыше острые 1-заходные фрезы. Так как здесь проблема более скорого затупления предпочтительнее чем опасность засорения и поломки фрезы.
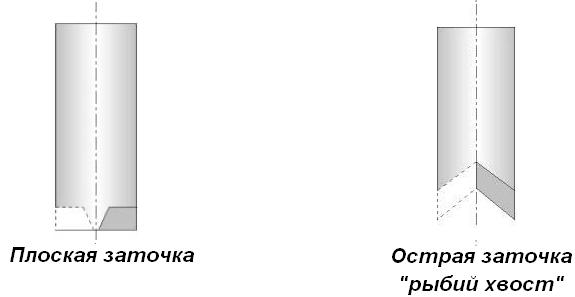
Для жестких пластмасс
пригодны острые 2-заходные, с профилем рыбьего хвоста.
При обработке более жестких металлов
таких как латунь можно рекомендовать 2-заходные фрезы с плоской заточкой.
При фрезеровке крайне жесткой конструкционной стали
или совсем высококачественной стали, используют трех-четырех заходные фрезы.
Однозаходная фреза в поперечном разрезе
Один нож оставляет большое открытое пространство
для вывода стружки
Трехзаходная фреза в поперечном разрезе
Три лезвия существенно уменьшают пространство
для вывода стружки
Различия между фрезой и гравером
Многие используют понятие "Фреза" и „Гравер“ как синонимы. Тем не менее, речь идет о двух разных инструментах.
Гравер - это простой инструмент, разделенный пополам цилиндр, с последующей задней шлифовкой.
Форма может быть различна; наиболее распространены треугольные. В противоположность фрезам у них нет спиралевидного желоба для отвода стружки.
Материал фрез: HSS или твердосплавные?
В рекламной технике преимущественно используются фрезы из твердого сплава.
Твердый сплав (HM) - дорогой, искусственный продукт, который агломерируется из мельчайших порошков (например, Wolfram-Carbid). В процесс агломерации сразу создается форма фрезы и в последствии не изменяется, (только затачивается). Твердый сплав крайне жесткий и износостойкий, однако, восприимчив к вибрациям и ударам. Важно при использовании фрез HM иметь стабильный, возможно более тяжелый и массивный станок, шпиндель с точным вращением и высококачественные цанги зажима. Фрезеруемый материал должен быть жестко и неподвижно зафиксирован на станке.
Быстрорежущая сталь (HSS) используется прежде всего, там, где твердый сплав слишком чувствителен: при фрезерной обработке нержавеющей листовой стали, на шатких машинах, или в случаях, когда жесткость фиксации недостаточно обеспечена. HSS значительно быстрее снашивается, но угроза преждевременной поломки меньше, по причине ее вязкости.
Жизнь HSS фрезы с покрытием значительно увеличивается. Например, для нитрида титана (TiN) срок службы увеличивается в шесть раз.
Titan-Nitrid существенно жестче чем HSS, а также жестче чем HM. С Titan-Nitrid покрытием инструменты HM служат также дольше, хотя различие в твердости незначительное.
Более значительно покрытие отражается на число оборотов и подачу. Ее можно увеличивать и укорачивать таким образом время обработки. При фрезеровке алюминия TiN предотвращает внушающее страх запекание алюминия во фрезе. Покрытие действует как тефлон в сковороде (стружка скользит)

Принципиально считается: Чем выше скорость резания (vc = p * d * n), тем более гладкой будет поверхность. Однако, затупление фрезы тоже растет с увеличением скорости разания.
Процедура расчета:
1. Число оборотов n:
Выберите скорость разания vc
из таблицы. (Если скорость резания материала сильно варьируется, уточните в справочниках).
На основании данных вычислите число оборотов шпинделя
N = (vc *1000) / (3.14 * d )
F = n * fz * z
fz = подача на 1 зуб
z = количества лезвий
Пример:
Вы хотите фрезеровать 2-заходной фрезой, диаметром 3 мм жесткий алюминий. Из таблицы Вы находите: vc = 100... 200 м / мин. Из этого Вы рассчитываете:Макс. число оборотов: n = (200 * 1000) / (3.14 * 3) = 200 000 / 9.42 = 21.230 U/min
Соответствующая подача: f = 21230 * 0.04 * 2 = 1698 mm/minВысокая скорость подачи - особенно в металлах - требует стабильной и бесшумной машины. Кроме того, глубина паза не должна быть слишком большой (около 1 * d 1).
Для менее стабильных машин или при повышеной глубине фрезеровки режим расчитывается следующим образом:Макс. число оборотов:
n = (200 * 1000) / (3.14 * 3) = 200 000 / 9.42 = 21.230 U/min (как выше)
Миним. число оборотов: n = (100 * 1000) / (3.14 * 3) = 100 000 / 9.42 = 10.615 U/min
Соответствующая подача (минимальная): f = 10615 * 0.04 * 2 = 849 mm/minВы комбинируете n=21230 U / min и f = 849 mm/min.

| Какая фреза для какого материала | 1-заходная | 2-заходная | 3-заходная | |||
| грубо | чисто | грубо | чисто | грубо | чисто | |
| Древесные материалы | ||||||
| Мягкая древесина (сосна) | ++ | 0 | +(+) | 0 | 0 | - |
| Твердая (дуб,бук), фанера, МДФ | +(+) | 0 | ++ | 0 | +(-) | - |
| Пластмассы | ||||||
| ПВХ, Полистирол, Тефлон, Пены | ++ | + | + | 0 | - | -- |
| Дюропласт, Материалы с бакелитом (ДСП) | + | + | ++ | + | + | - |
| Плексиглас налитой | ++ | + | +(+) | - | 0 | - |
| Металлы | ||||||
| Мягкий алюминий (Alucobond) | ++ | + | + | 0 | - | -- |
| Жесткий алюминий (Floxal) | 0 | + | + | ++ | 0 | + |
| Латунь,бронза, медные сплавы | -- | - | 0 | +(-) | + | ++ |
| Конструкционная сталь | -- | -- | - | + | - | ++ |
| Высококачественная сталь | -- | -- | -- | - | -- | + |
| ++ Очень хорошо + Хорошо 0 Удовлетворительно |
- Плохо -- Не подходит |
|||||
Частичное или полное использование данного материала только по согласованию, и с обязательной ссылкой на первоисточник
От правильности выбора режимов резания при обработке металлических изделий на фрезерных станках зависит качество производимых работ. По этой причине аналитический расчет таких режимов должен осуществляться максимально грамотно и качественно.
При фрезеровании обработка деталей по своей сути намного сложнее, чем при точении. Связано это с тем, что любой зуб фрезерного инструмента при каждом обороте фрезы сначала входит, а затем выходит из контакта с обрабатываемым изделием. Причем процесс его входа в контакт сопровождается ударом достаточно ощутимой силы. Кроме того, с детали при фрезеровании снимается прерывистая стружка, толщина которой не является постоянной (при точении сечение стружки всегда имеет один и тот же показатель).
По указанным причинам оператору необходимо очень ответственно выполнять расчет режимов резания, чтобы добиться максимальной производительности фрезерного агрегата на самых выгодных условиях его функционирования с учетом мощности оборудования.
Фрезерная обработка детали
Под такими условиями понимают режимы резания, обеспечивающие оптимальное сочетание подачи при фрезеровании, скорости и силы процесса, глубины срезаемого металлического слоя с целью получения заданной чистоты и точности обработки при минимальных затратах на нее.
На любом металлообрабатывающем предприятии имеются стандартные нормативы, в которых даются четкие рекомендации, облегчающие выбор варианта резки различных заготовок. С их помощью можно разрабатывать операционные карты и непосредственно технологический процесс, в который включаются все элементы фрезерования. Но многие параметры, указанные в таких нормативах, не подходят для случаев, когда используется новое оборудование и современный режущий инструмент. В подобных ситуациях оператору приходится самостоятельно производить расчет режимов обработки. Далее мы опишем их основные элементы.
Материал, из которого сделана фреза, напрямую влияет на возможности и качество режущих операций. Наиболее эффективным инструментом признаются фрезы из и резцы с пластинками из твердых сплавов. Их используют в настоящее время для большинства фрезерных операций, но при условии, что технический потенциал станков (показатель мощности их двигателя, скорость вращения шпинделя и так далее) позволяет работать с такими приспособлениями.

Фрезы из быстрорежущей стали
Некоторые агрегаты старых моделей просто-напросто не могут применять твердосплавный и быстрорежущий инструмент. Тогда на них работают обычными концевыми и иными фрезами. Если же изделие после фрезерования должно иметь высокую точность и чистоту поверхности, и при этом скорость выполнения процедуры не имеет большого значения, лучше использовать приспособления из обычных легированных и .
Геометрия режущей части инструмента также влияет на выбор конкретного режима обработки детали. Форму и размеры, которые имеет зуб фрезы, задние и передние ее углы, параметры переходной кромки и углов подбирают из специальных таблиц. В них даются сведения о том, какие размеры обязан иметь зуб и все указанные углы при работе с заготовками, сделанными из различных материалов (легированные, жаропрочные, углеродистые стали, сплавы на основе меди, чугун). При использовании быстрорежущего инструмента все нужные параметры берутся из другой таблицы.

Разные виды инструмента
Современные комбинаты по производству фрез в большинстве случаев поставляют их с четко обозначенными геометрическими размерами, которые оговорены в соответствующих Госстандартах. Каким-либо образом изменить геометрию такого инструмента фрезеровщик не может, поэтому ему требуется правильно сделать выбор нужного ему приспособления (например, торцевой фрезы) из набора имеющихся рабочих приспособлений. Особых проблем при этом у опытного специалиста не возникает, так как он может воспользоваться таблицами с рекомендованными геометрическими величинами фрезерного инструмента.
Для рационального фрезерования любых изделий указанные параметры имеют огромное значение. Глубина (иными словами – толщина срезаемого слоя) представляет собой дистанцию между обработанной и обрабатываемой поверхностями. Величина срезаемого слоя обычно подбирается максимально большой, всегда стараются делать всего один проход инструмента с целью получения заданного результата фрезерования.
Если же поверхность готовой детали должна иметь повышенную чистоту и точность, следует осуществлять операцию в два прохода – черновой, а затем чистовой. Иногда величина срезаемого слоя высока и даже два прохода не позволяют качественно выполнить операцию. В данном случае требуемая глубина достигается посредством выполнения двух черновых проходов.

Осуществление чернового прохода
Кроме того, нужной толщины срезаемого слоя не всегда удается добиться за один проход на старых фрезерных агрегатах. Их силы (мощности электрооборудования) просто-напросто не хватает. В подобных ситуациях также рекомендуется делать две черновые процедуры. Под шириной фрезерования понимают ширину обрабатываемого изделия. Если на станке фрезеруется сразу несколько деталей, которые крепятся в зажимном механизме параллельно друг другу, учитывается их общая ширина.
Величину заготовок оператор узнает из рабочего чертежа, прилагаемого к каждому изделию, которое ему нужно обработать. Ширина и глубина, как элементы фрезерования, определяются достаточно легко даже неопытными рабочими. Но здесь стоит помнить, что показатель срезаемого слоя при работе с отливками и поковками из стали и чугуна, на поверхности которых имеются загрязнения, литейная корка или окалина, берется больше величины загрязненного слоя.
Если не прислушиваться к этому совету, зуб инструмента будет скользить по загрязненной поверхности и оставлять на ней дефекты в виде черновин. Необходимый показатель срезаемого слоя будет достигнут и в этом случае, но режущая кромка фрезы быстро придет в негодность. Да и затраты силы (мощности) оборудования потребуются значительные.

Срезание загрязненного слоя
Соблюдение данных показателей срезаемого слоя обычно гарантирует высокое качество обработки заготовок на станках любой мощности.
Показатель срезаемого слоя, а также ширина обработки обуславливают выбор диаметра рабочего приспособления. Подбор сечения фрезы для резания производится по трем таблицам для разных видов инструмента:
Производительность фрезерной обработки зависит от грамотного подбора сечения фрезы, так как диаметр инструмента влияет на величину среза. Она будет при идентичной глубине фрезерования и подаче приспособления тем меньше, чем большее сечение имеет фреза. Производя расчет режимов обработки, это всегда нужно принимать во внимание.

Подбор диаметра фрезы
Отметим, что оператору станка проще работать со срезами большой толщины (чем меньше глубина резания, тем выше удельное давление, а значит, необходимо затрачивать больше силы для обработки). По этой причине при любой возможности он должен подбирать фрезу с минимальным диаметром. Сечение рабочего инструмента также влияет на расстояние, которое преодолевает фреза при одном проходе. Данный показатель называют величиной пути. Формула для его расчета учитывает величины перебега и врезания инструмента, а также непосредственно длину обрабатываемой детали.
Показатель перебега чаще всего равняется 2–5 миллиметрам. С целью снижения холостого хода фрезерного агрегата (по сути – для уменьшения величины перебега) нужно брать фрезы малого сечения. Расчет показателя врезания осуществляется по формуле, учитывающей глубину обработки детали на конкретном станке определенной мощности. Для большинства фрез любых типов готовые значения пути врезания даются в таблицах. Найти в них эти элементы несложно.

Инструмент малого сечения
Еще одной величиной, на которую влияет сечение инструмента, является крутящий момент определенной силы. Шпинделю агрегата следует сообщать меньший момент при малом диаметре фрезы, увеличивая его при повышении сечения приспособления для резания.
Учитывая все сказанное, может показаться, что целесообразнее всего производить выбор фрезы с малым сечением. Но это не так. Проблема заключается в следующем: со снижением диаметра инструмента для него необходимо подбирать оправку с малой жесткостью (так как фреза будет тонкой). А это ведет к потребности снижать величину срезаемой стружки с детали, то есть к необходимости уменьшать силы давления на оправку. Эффективность режима фрезерования при этом, как вы сами понимаете, снижается.
При чистовом фрезеровании подача зависит от того, какой чистотой должна будет характеризоваться обработанная поверхность изделия, при черновом – от следующих факторов:

Выбор подачи для обработки поверхности
Главным первоначальным показателем, по которому выполняется выбор подачи для черновой обработки, считается величина S(зуб). Она зависит от варианта монтажа (по отношению к детали, подвергаемой обработке) режущего инструмента, который определяет:

Элементы фрезы
Показатель S(зуб), как и иные элементы фрезерной обработки металлических заготовок, важен для правильного расчета режимов резания. Вручную его никто не высчитывает. Обычно пользуются стандартными таблицами, составленными для разных видов рабочего инструмента.
Выбор подачи при чистовой обработке также производится по табличным данным. Здесь есть один нюанс. На каждый зуб инструмента при чистовой обработке приходится очень малая величина подачи. Поэтому в таблицах даются значения на полный оборот инструмента, а не на один его зуб.
Скорость фрезерования определяется по специальным нормативам, включающим в себя множество карт для разных типов фрез и обрабатываемых материалов (для стали, алюминия и пр.). В таких картах учитываются мощности станков и другие их технические показатели. Выбрать нужную скорость обработки за счет этого достаточно просто.
Обратите внимание – стандартные таблицы для установления скорости содержат информацию для условий фрезерования одним инструментом при определенном уровне стойкости фрезы. Если стойкость инструмента отличается от табличного стандартного показателя, расчет скорости осуществляют с учетом поправочных коэффициентов. Последние созданы на основании следующих данных:
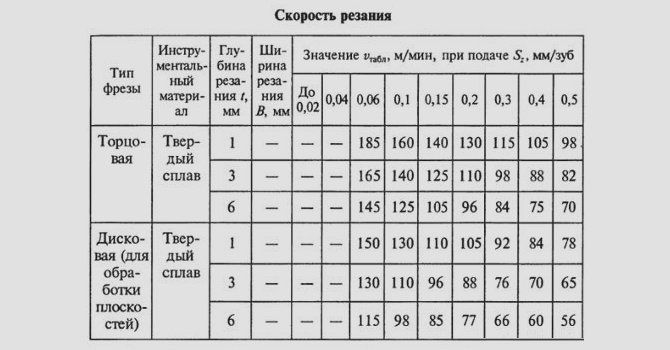
Таблица для расчета скорости резания
В описываемых нормативах для определения скорости указываются такие элементы – минутная подача и количество оборотов. Кинематика, показатели силы и технических возможностей шпинделя конкретного оборудования для фрезерования нередко отличаются от табличных данных. В подобных ситуациях рабочий на свое усмотрение подбирает рациональную скорость функционирования станка. При этом он обязан сделать выбор таким образом, чтобы фреза не затуплялась преждевременно.
Отдельно отметим, что при фрезеровании заготовок из алюминия рекомендуется назначать высокоскоростные режимы их обработки. Они обеспечивают при малых затратах силы электрооборудования большую глубину резания. Если же работать с деталями из алюминия на медленных скоростях, увеличивается риск выхода фрез из строя, ввиду того, что получающаяся мягкая стружка полностью забивает канавки инструмента.
Почему быстро тупится фреза? От чего происходит обугливание обрабатываемого материала (ДСП, МДФ или дерева) после обработки фрезой? Почему горит фреза? Как предотвратить налипание смол на режущие кромки фрезы? Ответ на вышеперечисленные вопросы один – неправильно подобрана скорость (частота) вращения фрезы.
Современное фрезеровальное оборудование для обработки плитных материалов ЛДСП или МДФ оснащено двигателями, позволяющими достичь скорости вращения шпинделя свыше 20000 об/мин. С одной стороны это влияет на производительность оборудования, так как увеличивается скорость движения инструмента или скорость подачи заготовки. С другой стороны возрастает качество обработки: уменьшается вероятность поднятия ворса на МДФ, появления задиров на древесине и сколов на ламинированном ДСП.
По привычке, от незнания, или просто от лени, чтобы не забивать голову всевозможными инструкциями по эксплуатации, режимами обработки и прочими премудростями, скорость вращения фрезы устанавливается на максимальный уровень, на котором и производится обработка всех подряд материалов всеми имеющимися фрезами. В этом и кроется главная причина всех бед.
Дело в том, что при высокой скорости (частоте) вращения фрезы и низкой скорости подачи заготовки, режущая кромка фрезы большую часть времени работает вхолостую, и вместо того, чтобы срезать очередную стружку с обрабатываемого материала, она бесполезно трется об него. Всем известно, что происходит в результате трения – нагрев. Причем, чем выше скорость вращения фрезы, тем интенсивнее трение, и тем сильнее греется фреза.
Казалось бы, что тут особенного? Ну, греется. Если взять в ладонь, то рука терпит. А что металлу станет?! И все же…
Тепло, возникающее в результате трения резцов фрезы о материал, постепенно равномерно распределяется по всему ее корпусу. Поэтому, при кратковременной работе, нагрев практически не чувствуется. Однако в процессе обработки материалов именно на режущих кромках температура достигает максимальных уровней. И чем выше скорость вращения фрезы, тем сильнее трение и нагрев кромок.
Особенно это заметно на фрезах большого диаметра. Здесь линейная скорость перемещения внешней части режущей кромки относительно материала гораздо выше. В итоге, края фрезы накаляются и, после остывания, темнеют с сизым отливом, а это верный признак того, что металл был нагрет до той степени, при которой он начинает изменять свои свойства. Говоря научными терминами, в металле выгорает углеродистая составляющая, которая придает ему свойства жесткости. Если вспомнить каким мягким и податливым становится обычный гвоздь, побывавший в раскаленных углях печи или костра, то легко представить себе, какие новые свойства приобретет фреза в результате перегрева.
Стоит добавить, что при заточке фрезы, скорость вращения точильного круга или диска и степень нажима инструмента напрямую влияет на нагрев затачиваемых кромок. Если не использовать охлаждающую жидкость, то любой твердосплавный металл превратится в обычный кусок железа, способный деформироваться после небольшой нагрузки. Кстати говоря, именно поэтому рабочий ресурс фрез, сверл и пил после заточки значительно уменьшается.
Здесь все предельно ясно: в результате трения фрезы о материал образуется высокая температура, под действием которой древесина начинает выгорать. Чтобы предотвратить данное явление, необходимо уменьшить скорость (частоту) вращения фрезы и увеличить скорость подачи заготовки. Но выполнять эти действия следует при условии, что фреза сохранила свою заточку. В противном случае, нагрузка на нее, или силовой агрегат, значительно возрастет, что может привести к их поломке.
Во многих древесинах содержаться смолы. При изготовлении плитных древесных материалов, таких как ДСП и МДФ, в дополнении используют формальдегидные смолы. В процессе механической обработки этих материалов, разогретые трением, частички смол закипают, попадают на зубья режущего инструмента и, вместе с пылью, налипают на них. Обычно, это не вызывает существенных проблем, если режим подачи заготовки и скорость резания инструмента подобраны правильно. В противном случае, когда один из параметров рассчитан неправильно, завышена скорость вращения фрезы и обработка ведется на низкой скорости, на резцах инструмента появляется темный смоляной налет. Причем, чем сильнее это несоответствие, тем быстрее он образуется. При этом снижается качество обработки, на ламинированных поверхностях появляются сколы, древесина начинает гореть, инструмент получает дополнительную нагрузку, быстро перегревается и выходит из строя. Поэтому подбор частоты вращения фрезы и скорости подачи материалов является таким важным.
Кроме правильного расчета режима обработки материалов, необходимо уделить внимание уходу за режущим инструментом, то есть своевременно счищать образовавшийся смоляной налет, или смывать его обычной теплой водой.
Чтобы сделать правильный расчет скорости вращения фрезы и скорости ее движения необходимо учесть много факторов, в том числе физико-механические свойства материала и инструмента, глубину и ширину обработки и др.
С другой стороны, такие материалы как МДФ и ДСП обрабатываются намного легче, по сравнению, например с различными металлами. Поэтому за основу можно взять исключительно показатель качества обработки, то есть наличие шероховатостей, гребней, сколов и задиров на обработанной поверхности.
Для более-менее качественной обработки древесно-стружечных ламинированных плит необходимо, чтобы величина подачи на один зуб фрезы (или по-простому, толщина стружки выходящей из под резца) составляла 0,05 – 0,15 мм. Таким образом, обычная двурезцовая фреза за оборот должна срезать 0,1 – 0,3 мм, а за 15000 оборотов – 1500 – 4500 мм. То есть скорость подачи материала на фрезу, при 15000 об/мин, должна составлять 1,5 – 4,5 м/мин, или 25 –75 мм/сек.
Если требуется произвести обработку на низкой скорости подачи, например, при работе ручным фрезером, то расчет скорости вращения фрезы можно сделать исходя из скорости движения фрезера, совершая вычисления в обратном порядке. Допустим, обработка материала ведется со скоростью 10 мм/сек, или 600 мм/мин. При величине подачи на один зуб равной 0,1 мм и работе двурезцовой фрезой необходимая скорость вращения фрезы составит 600/(0,1 × 2)=3000 об/мин.
Как правило, производители фрезеровального оборудования и инструмента прилагают к своей продукции инструкции по безопасности и указывают рекомендуемые режимы работы фрез. Ниже, в таблице, представлены безопасные параметры скорости вращения фрезы в зависимости от диаметра.
|
Диаметр фрезы, мм |
Максимальная скорость вращения фрезы, об/мин |
|
До 25 |
24000 |
|
26 – 50 |
18000 |
|
51 – 63 |
16000 |
|
64 – 75 |
14000 |
|
76 – 87 |
12000 |
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Последовательность расчета режимов резания при обработке заготовок различными фрезами изложена в справочнике Режимы резания металлов: Справочник / Ю.В. Барановский, Л.А. Брахман, А.И. Гдалевич и др. - М.: НИИТАвтопром, 1995. - 456 с. (разд. 2, карта Ф-1). Для примера рассмотрим методику расчета режимов резания на одношпиндельных фрезерных станках с прямолинейной подачей.
1. Расчет длины рабочего хода L р.х. , мм (при обработке нескольких деталей их комплект рассматривается как одна деталь), с учетом длин L, рассчитанных для отдельных инструментов, и последовательности их работы производится по формуле
L р.х. =L р + L п + L д,
где L р - длина резания, равная длине обработки, измеренной в направлении подачи; L п - величина подвода, врезания и перебега инструмента (значение L п см. в Приложении 5 справочника Режимы резания металлов: Справочник / Ю.В. Барановский, Л.А. Брахман, А.И. Гдалевич и др. - М.: НИИТАвтопром, 1995. - 456 с.); L д - дополнительная величина хода, вызванная в ряде случаев особенностями наладки и конфигурации деталей.
2. Назначение расчетной подачи на зуб фрезы S z , мм/зуб, производят по карте Ф-2. При этом учитывают следующие исходные данные: обрабатываемый материал и его твердость; тип и инструментальный материал фрезы; в зависимости от типа фрезы - глубина резания t, ширина фрезерования B, диаметр фрезы d и число зубьев z. Например, при обработке чугуна торцовыми и дисковыми фрезами подачу на зуб фрезы S о можно выбрать по табл. 2.8 (фрагмент карты Ф-2), а соответствующую ей подачу S о определить по формуле
Примечания. 1. Большие значения подач необходимо применять при жесткой технологической системе, меньшие - при ее пониженной жесткости.
2. Меньшие значения подач необходимо применять при прорезывании глубоких пазов и при работе фрезами небольших размеров.
3. Назначение стойкости инструмента T р, мин, производится по карте Ф-3 в зависимости от типа фрезы и ее диаметра d, площади фрезеруемой поверхности F и коэффициента загрузки фрезы К по формуле
Т р = Т м λК,
где Т м - стойкость в минутах основного времени; λ - коэффициент времени резания; К - коэффициент, учитывающий неравномерность загрузки инструмента.
Значения входящих в формулу коэффициентов указаны в карте Ф-3.
4. Расчет скорости резания v, м/мин, частоты вращения шпинделя n, об/мин, и минутной подачи S м, мм/мин, для различных фрез производится в четыре этапа в зависимости от обрабатываемого материала, типа и инструментального материала фрезы, диаметра фрезы d и числа зубьев z, подачи S z , глубины резания t или ширины фрезерования B, а также стойкости инструмента T р.
1 - Данные по обрабатываемости конструкционных материалов, инструментальным материалам и смазочно-охлаждающим жидкостям представлены в Приложениях 1, 2, 3 справочника Режимы резания металлов: Справочник / Ю.В. Барановский, Л.А. Брахман, А.И. Гдалевич и др. - М.: НИИТАвтопром, 1995. - 456 с.
4.2. Расчет частоты вращения шпинделя п, соответствующей рекомендуемой скорости v, для каждого инструмента по формуле
п = 1000v/(πd).
4.3. Назначение частоты вращения шпинделя n по паспорту станка (не рекомендуется превышать минимальные значения, определенные на этапе 4.2, более чем на 15 %).
Скорость резания v, м/мин, определяется по формуле:
v=v табл K 1 K 2
где v табл - скорость резания по таблице, м/мин; K 1 - коэффициент, зависящий от марки обрабатываемого чугуна и инструментального материала; K 2 - коэффициент, зависящий от стойкости инструмента T р.
4.4. Расчет минутной подачи мм/мин, по формуле
и уточнение ее по паспорту станка.
5. Расчет основного времени T o , мин, при обработке комплекта деталей, установленных на столе станка,
T o = L р.х. S м,
где L р.х. - длина рабочего хода, мм (см. этап 1); S м - минутная подача, мм/мин (см. этап 4.4).
6. Корректирование режимов резания в соответствии с данными Приложения 7 (Режимы резания металлов: Справочник / Ю.В. Барановский, Л.А. Брахман, А.И. Гдалевич и др. - М.: НИИТАвтопром, 1995. - 456 с.), когда время T o , рассчитанное на этапе 5, меньше основного времени, соответствующего заданной производительности.
7. Выполнение проверочных расчетов по мощности резания N p состоит из двух этапов.
7.1. Определение значения кВт, для каждой фрезы по формуле, приведенной в карте Ф-6:
где N r - мощность резания по данным графика (см. карту Ф-6), определяемая в зависимости от объема срезаемого слоя Q в единицу времени (при колеблющихся значениях мощности резания из-за переменного числа одновременно работающих зубьев значение N r , принимают равным среднему значению мощности); К - коэффициент, зависящий от обрабатываемого материала и его твердости.
Значения этого коэффициента приведены ниже.

Значение Q, см 3 /мин, определяют по формуле
Q=tBS м / 1000,
где t - глубина резания, мм; В - ширина фрезерования, мм; S м - минутная подача, мм/мин.
7.2. Проверка мощности двигателя производится по данным Приложения 6 справочника Режимы резания металлов: Справочник / Ю.В. Барановский, Л.А. Брахман, А.И. Гдалевич и др. - М.: НИИТАвтопром, 1995. - 456 с..
Аркадий рассказывает историю Кирсанова-старшего в ответ на резкие высказывания...

На вопрос Как звали мальчика в произведение "Уроки французского" которое...

Бельгия. Об этой стране известно достаточно много, во всяком случае, каждый...